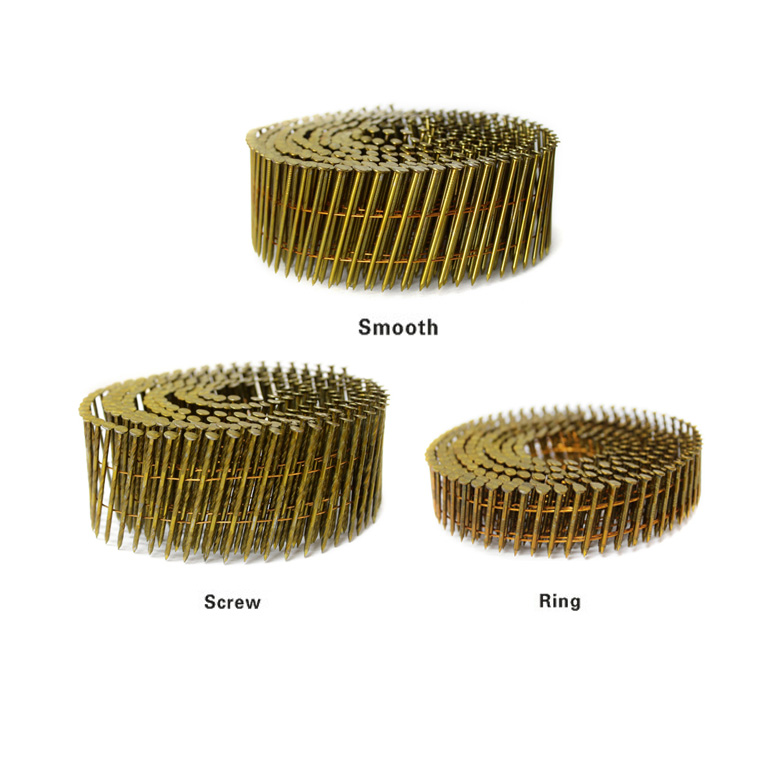
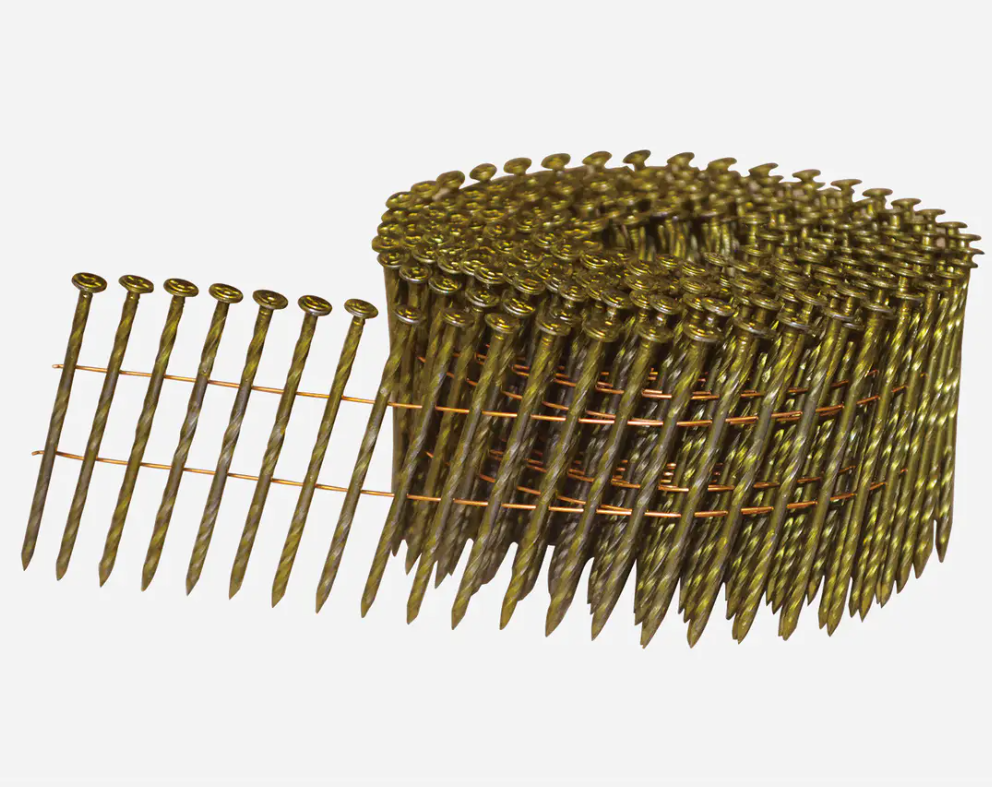
3000 stuks per spoel jumbo spoelspijkers
De kwaliteit van de glanzende zijde na een rol spijkers en rolspijkers is 300 kg. Er wordt gebruik gemaakt van het nagelmaakmechanisme. Bij het maken van nagels moet u verschillende mallen kiezen, afhankelijk van de maat van het product. In de trilschijf van de walsmachine zullen de spijkers op een ordelijke manier via de trilspijker de geleiderail binnendringen en vervolgens in het spijkerwiel vallen. In dit gedeelte van het vlak worden verfsleuven en penselen toegevoegd, en er worden verfemmers en speciale gloeilampen aan toegevoegd. Wanneer de rollende nagels zijn gepasseerd, zijn de verf en het droogproces voltooid. De opgerolde spijkers worden automatisch afgesneden door de infraroodtellers op het spijkerwiel volgens het vooraf ingestelde aantal, en vervolgens rollen de arbeiders door de rol het eindproduct in en laden ze in de bijbehorende verpakkingsdoos.
1. De productie van een rollende nagel, die wordt gekenmerkt door het drogen van de stappen (a) om de metalen materialen te bereiden die nodig zijn voor nagels; Koud staal na reiniging; (C) tekening CD) Nagels, rollende nagels, gerangschikte nagels en gerolde nagelmachines, metalen materialen waren spijkers door de nagels van de nagels, verf in het proces.
2. De vervaardiging van rolspijkers volgens conclusie I wordt gekenmerkt door het aanbrengen van de dompelverf in stap (d), en het onderdompelen van de rolspijkers in de sneldrogende verf.

De onderhavige uitvinding heeft een productieproces beschreven voor het rollen van spijkers, waaronder deoxidatieleer, trekken, spijkers en rollende spijkers. Door de processtappen te veranderen wordt de uitvinding toegevoegd aan het dek-oxideproces vóór het trekken. Ruw, omdat de onderhavige uitvinding het nagelmaakproces zal implementeren en tegelijkertijd nagels zal rollen, en de verf zal onderdompelen in het proces van het rollen van nagels, wat zal helpen het verlies aan grondstoffen te verminderen en de productie-efficiëntie te verbeteren. De vervuiling van de onderhavige uitvinding is eenvoudig en heeft een duidelijk effect, wat geschikt is voor industriële productie.